






产品分类 更多>>



英标H型钢材料:
因此模数理论是一种有实用价值的形体比例设计模式。械产品造型展望与“并行工程”今后相当长的一段时间里,更单纯化、更简洁、更明快、结构更严谨,工艺更精巧,追求理性美是机械产品造型的主要标志。在线型上将更多地使用直线或大曲率圆弧面加小圆转角的造型。在色彩上将以浅淡、明快的高明低彩冷、暖色调为主。就一台机器来说,其主调色将以“二套色”或“三套色”为主,一破过去一片灰暗或“万花筒”式的色彩风格。随着科技水平的飞速发展,人类文化水准的不断提高,现代工业品造型的生命周期也越来越短。
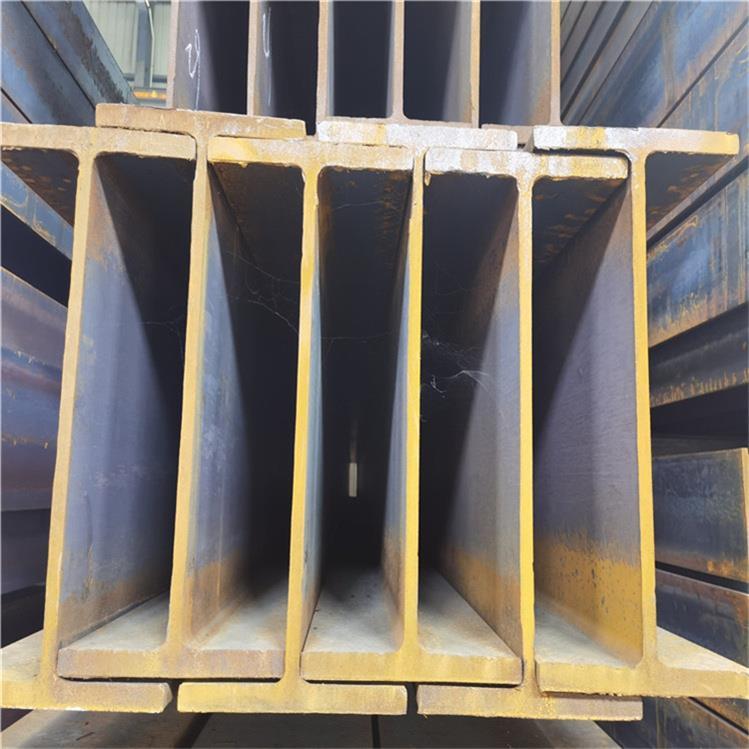
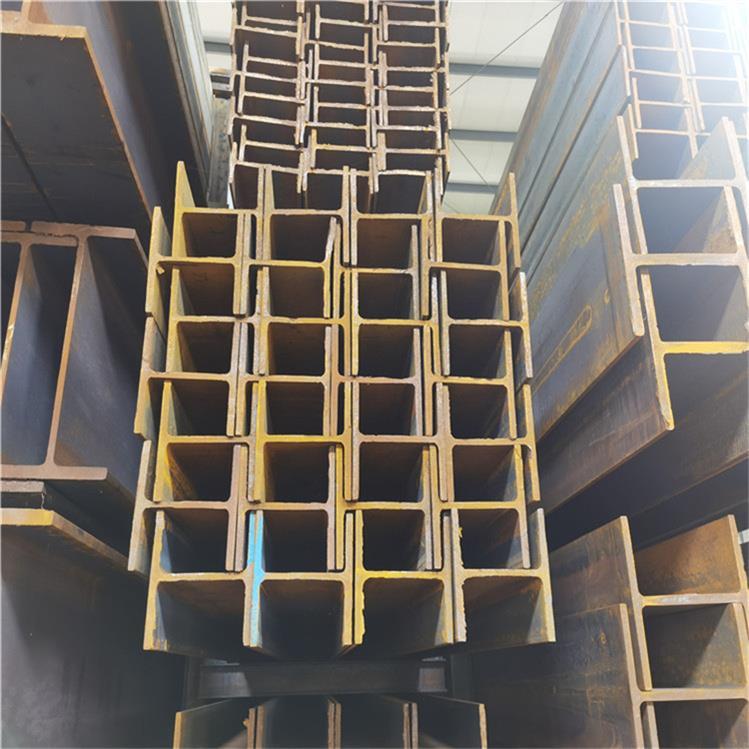
一、UB254*102*25英标H型钢介绍:
英标H型钢执行标准:EN标准;英标H型钢有三个主要的质量等级S235、S275、S355等。例如:S235材质和S275材质代表的是碳素结构钢,S355是低合金钢。
英标H型钢合金钢分为低合金钢、中合金钢和高合金钢。顾名思义,以含有合金元素的总量来加以区分,总量低于5%称为低合金钢,5-10%为中合金钢,大于10%为高合金钢。在国内习惯上又将特殊质量的碳素钢和合金钢称为特殊钢,31家特钢企业专门生产这类钢。如碳素结构钢、合金结构钢、碳素工具钢、合金工具钢、高速工具钢、碳素弹簧钢、合金弹簧钢、轴承钢、不锈钢、耐热钢、电工钢,还包括高温合金、耐蚀合金和精密合金等等。
二、UB254*102*25英标H型钢热扎工艺手段:1)减小轧辊咬入角,改善咬入的措施 型钢柱安装步骤
四、UB标H型钢规格型号表:

钢铁冶金:当然要在上型的合适部位留出浇冒口的位置。管件的芯铁设计原则是采用组合式空心结构,既要有能够附着树脂砂衬的整体强度和刚度,又要有可缩可拆功能,以便在浇注后较短时间内(刚要凝固时)即可卸掉支承半圆芯铁的顶端张紧锲铁,使芯铁不影响管件凝固时的收缩,待铸件凝固后抽出芯铁。同样,对于弯管和直管的铁型覆砂铸造也是触类旁通。因此这种一模多用的组合模具有着较大范围的通用性,为铁型覆砂铸造工艺的广泛应用提供了较大空间,也为寻找快速铸造生产常用高质量的管件产品开辟了一条新的工艺途径。2铁型的材质选择与制造由于铁型的覆砂层有良好的绝热性能,起到缓和铁型直接承受高温铁液的热冲击作用,铁型的工作温度升温不高,一般在2~3℃之间,这种工作温度有利于提高铁型的使用寿命。对铁型材质要求不高,选择HT2牌号珠光体基体铸铁就可满足要求。铁型铸造后机加工出平整的分型面,并安装销。铁型端面的箱把和侧面卡紧用的攀耳可以直接铸出。3铁型覆砂工艺设计参数的选择3.3.1收缩率:取收缩率为.6%~.8%。3.2起模斜度:一般取起模斜度为l。~1.2。。3.3加工余量:取3-5mm。3.4铁型壁厚:管件铁型是留出覆砂层厚度的近似管件形状的主体铁型和型体背面的固定架联接为一体的模具,无论铁型本体还是固定架都要具备足够的强度和刚度,不仅考虑铁型本体热胀冷缩的应力作用,还要考虑操作、搬运过程中的外力作用。铁型壁厚可按以下经验公式计算:铁型壁厚A=1.5~2.O)A件计算,其中A件为管件壁厚。如J~4-mm的三通管壁厚为1.8mm,则铁型壁厚A=(1.5~2.)A件=16~22(mm)。
因此模数理论是一种有实用价值的形体比例设计模式。械产品造型展望与“并行工程”今后相当长的一段时间里,更单纯化、更简洁、更明快、结构更严谨,工艺更精巧,追求理性美是机械产品造型的主要标志。在线型上将更多地使用直线或大曲率圆弧面加小圆转角的造型。在色彩上将以浅淡、明快的高明低彩冷、暖色调为主。就一台机器来说,其主调色将以“二套色”或“三套色”为主,一破过去一片灰暗或“万花筒”式的色彩风格。随着科技水平的飞速发展,人类文化水准的不断提高,现代工业品造型的生命周期也越来越短。
一、UB254*102*25英标H型钢介绍:
英标H型钢执行标准:EN标准;英标H型钢有三个主要的质量等级S235、S275、S355等。例如:S235材质和S275材质代表的是碳素结构钢,S355是低合金钢。
英标H型钢合金钢分为低合金钢、中合金钢和高合金钢。顾名思义,以含有合金元素的总量来加以区分,总量低于5%称为低合金钢,5-10%为中合金钢,大于10%为高合金钢。在国内习惯上又将特殊质量的碳素钢和合金钢称为特殊钢,31家特钢企业专门生产这类钢。如碳素结构钢、合金结构钢、碳素工具钢、合金工具钢、高速工具钢、碳素弹簧钢、合金弹簧钢、轴承钢、不锈钢、耐热钢、电工钢,还包括高温合金、耐蚀合金和精密合金等等。
二、UB254*102*25英标H型钢热扎工艺手段:1)减小轧辊咬入角,改善咬入的措施 型钢柱安装步骤
四、UB标H型钢规格型号表:
钢铁冶金:当然要在上型的合适部位留出浇冒口的位置。管件的芯铁设计原则是采用组合式空心结构,既要有能够附着树脂砂衬的整体强度和刚度,又要有可缩可拆功能,以便在浇注后较短时间内(刚要凝固时)即可卸掉支承半圆芯铁的顶端张紧锲铁,使芯铁不影响管件凝固时的收缩,待铸件凝固后抽出芯铁。同样,对于弯管和直管的铁型覆砂铸造也是触类旁通。因此这种一模多用的组合模具有着较大范围的通用性,为铁型覆砂铸造工艺的广泛应用提供了较大空间,也为寻找快速铸造生产常用高质量的管件产品开辟了一条新的工艺途径。2铁型的材质选择与制造由于铁型的覆砂层有良好的绝热性能,起到缓和铁型直接承受高温铁液的热冲击作用,铁型的工作温度升温不高,一般在2~3℃之间,这种工作温度有利于提高铁型的使用寿命。对铁型材质要求不高,选择HT2牌号珠光体基体铸铁就可满足要求。铁型铸造后机加工出平整的分型面,并安装销。铁型端面的箱把和侧面卡紧用的攀耳可以直接铸出。3铁型覆砂工艺设计参数的选择3.3.1收缩率:取收缩率为.6%~.8%。3.2起模斜度:一般取起模斜度为l。~1.2。。3.3加工余量:取3-5mm。3.4铁型壁厚:管件铁型是留出覆砂层厚度的近似管件形状的主体铁型和型体背面的固定架联接为一体的模具,无论铁型本体还是固定架都要具备足够的强度和刚度,不仅考虑铁型本体热胀冷缩的应力作用,还要考虑操作、搬运过程中的外力作用。铁型壁厚可按以下经验公式计算:铁型壁厚A=1.5~2.O)A件计算,其中A件为管件壁厚。如J~4-mm的三通管壁厚为1.8mm,则铁型壁厚A=(1.5~2.)A件=16~22(mm)。




















